
Injection molding: one of the most important manufacturing processes
It may sound hyperbolic to state that injection molding is one of the most important manufacturing processes, without which the daily lives of people in industrialized countries would be completely different. But the evidence in terms of our common experience with the products in our homes, offices, restaurants, hospitals and more, suggests very strongly that if injection molding were not available, we would have less varied, less functional, and more expensive products around us.
Injection molding is by far the most effective and economical process for high volume complex plastic component production.
In this blog you’ll learn how to determine whether it is the appropriate manufacturing process for your application by examining: 3 factors of the product being produced: 1. material, size, and complexity, 2. manufacturing economics, and 3. prototypes and low-volume production.
Injection Molding Factor 1: Material, size, and complexity.
Material
The most important parameter when considering injection molding is the material requirement: the application must demand a thermoplastic or thermoset material that can be molded in a closed tool. For the purposes of this blog, we will focus on thermoplastic materials which are much more common than thermosets, except in certain electrical, chemical, and thermal applications.
Today the choice of thermoplastic resins is enormous and encompasses a broad range of mechanical, chemical, physical, aesthetic, and economic characteristics that make them suitable for everything from toothbrushes to car bumpers.
Moldable polymers can be practically the full spectrum of colors, may be flexible or stiff, extremely strong and tough, and may have excellent chemical resistance. However, it is the incredible combination of these properties that a single polymer can exhibit that makes them the material of choice for so many injection molding applications[1].
Size
The next factor to evaluate when considering injection molding is the size of the component to be produced.
On the small end of the spectrum there are micro-molded components used in medical devices that weigh a few tenths of a gram and easily fit in a 5x5x5mm cube. On the other end we find components for agricultural equipment weighing more than 100kg with maximum dimensions well over 1500mm.
The majority of injection molded components, measured in billions per year, are caps, closures, disposable / single use products, toys, and personal electronics to name a few applications, which generally weigh in the 1-500g range.
Statistically, the world produces billions of molded plastic components per year, even excluding packaging such as beverage bottles.
-plasticsinsights.com
Complexity
The degree of geometric complexity further influences the choice of manufacturing process.
Injection molding can produce components with thousands of features, complex textures, combinations of materials in different locations in the same component, and molded-in metallic components in the exact same time it would take to mold a completely plain, featureless, single material, similarly sized component.
While there are some geometric limitations based on the physics of a molten liquid polymer filling a metal mold, solidifying, and then cooling pre- and post-ejection from the mold, the geometric possibilities are, for all intents and purposes, limitless.
Injection Molding Factor 2: Manufacturing economics – how to evaluate value
Following material properties, component size, and complexity, the design engineer needs to consider the manufacturing economics of the application.
In its simplest form, manufacturing economics is the exercise of maximizing the rate of value creation versus invested capital (including direct material and labor expenses, as well as tooling and equipment investments). Or seen another way: minimizing the fully burdened manufacturing cost per component.
For a given capital expenditure, the rate of production of complex polymer components by injection molding can be many multiples of other means of forming the same geometry. This is where injection molding dramatically separates itself from other processes.
Doing a bit of back-of-the-envelope math for our telephone handpiece cover, let’s say we have our hypothetical factory floor with a CNC mill, an industrial 3D printer (as distinct from a desktop 3D printer), and a standard production injection molding machine lined up ready to start production.
An average CNC mill for a component this size new would cost $100-$150k, the industrial 3D printer $50-75k, and the injection molding press including a four-cavity steel mold $175k ($75k of which is the mold).
Ignoring the extra cost of automated fixturing and robotics needed to run production volumes in CNC machining, and eliminating the time required to unload and post-process 3D printed parts, the following table suggests the relative production performance of injection molding:
Manufacturing Process Comparison:
CNC Milling vs. 3D Printing vs. Injection Molding
Example: manufacturing a plastic office telephone handpiece cover.
One could CNC mill an office telephone hand piece cover from a block of the desired ABS, which would take, at best, tens of minutes per part and would not have the required surface texture.
Or, this same hand piece could be 3D Printed in an ABS material with similar, but different, properties and have compromises in surface finish and dimensional accuracy at the rate of a few per hour.
Lastly, a hand piece could be injection-molded every 20-30 seconds with exactly the desired material properties, surface finish, and geometry. For even higher production rates, multi-cavity injection molding tools would be used to increase the effective production rate.
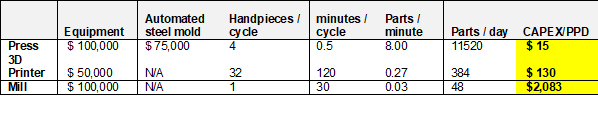
So, in this very simplified example we can see that the relative economics measured in invested capital relative to production rate (CAPEX / PPD), is substantially better than our hypothetical printer and CNC mill. If the example component had been the same size but much simpler geometry, then the mill might improve to being only 1/5th as economical (which would still not be viable). Or if the part were substantially smaller, then the 3D printer might also close to within 2-3X the CAPEX/PPD range of molding.[1]
Injection Molding Factor 3: Injection molding for prototype and low-volume production
The traditional injection molding tool manufacture and molding process is rarely the correct choice for prototype and low volume production expressly due to the cost and lead time as noted in our example telephone hand piece.
However, this is precisely where Xcentric delivers enormous value to our customers by helping them bring their plastic products to market on time, on budget, and with lower risk.
Proprietary Process Engine: From CAD to Production, Faster
Technically, how we do this is to provide the component in the right quality at the right time for the current product development phase of the customer’s project. So, if the customer needs one or two parts for form-and-fit testing at the beginning of the project and the material does not matter, 3D printing is likely the solution.
If the customer requires the component to be in the polymer that will be used in production and have the same geometry and mechanical properties as the production article for testing or initial launch production, then we select injection molding.

Xcentric, however, has developed a rapid injection molding proprietary process engine that reduces the time to design, manufacture, and try-out injection molding tools down to a few days. This is orchestrated by our proprietary XMBM expert system supporting our team of experienced mold makers and molders. Secondly our mold manufacturing process is optimized for high-quality aluminum tooling, which helps us to be extremely efficient. This allows Xcentric to deliver injection molded components in the customer’s choice of polymer in quantities as low as 25 parts in under 15 business days, and for some components in under five (5) business days [3].
Low volume production, for the sake of argument defined as under 10,000 units per year, can easily be accommodated with the same aluminum tools we use for 25 prototype parts. When production volume increases, the tools would be designed for automated operation, adding cost and lead time, but still far below traditional hardened steel tooling due to the efficiency of our in-house tool production technology.
Today, Xcentric is often supplying a customer with prototypes and preproduction parts in semi-automated aluminum tooling for testing and early market entry, and then transitioning directly into automated aluminum production tooling producing over 250,000 parts for the same project. This seamless transition saves time and is economical for the customer, and ultimately allows the customer to get their product to market in volume earlier than with steel tooling.
Injection molding is currently by far the most effective process for high volume complex plastic component production. The benefits of injection molding for producing complex components from myriad polymers at high rates with low waste make it essentially the only viable manufacturing process choice for most polymer parts used in consumer, medical, automotive, and many industrial applications.
[1] Given the scope of the materials topic, details about thermoplastics will be covered in a separate dedicated article.
[2] This scenario already suggests a production rate that is beyond current 3D printing technologies when post processing and surface finish are factored in.
[3] Some limitations in project type and additional fees apply for expedited projects.